

Máquina de Inspeção por Visão
1. Com um sistema de inspeção de imagens desenvolvido de forma independente,
2.º A velocidade máxima pode atingir as 1000 latas/min.
3.Deteção fiável e operação estável por longo período. Fácil de instalar e de operar.
Especificações do equipamento e requisitos do local
Nome do Projeto: Detetor de Latas Vazias
Descrição do projeto:
Este sistema utiliza tecnologia de visão computacional de ponta para fornecer um processo de inspeção totalmente automatizado e sem contacto para latas vazias na linha de produção. Identifica eficazmente defeitos como a deformação da borda da lata, contaminação da superfície, objetos estranhos internos e latas com pressão interna insuficiente.
Taxa de transferência nominal: 1000 latas por minuto
Tipo de contentorLatas de duas peças
Faixa de capacidade: 100 mL – 600 mL
Condições Ambientais
Altitude: 5 – 3000 m acima do nível do mar
Temperatura operacional: 5°C – 40°C
Humidade Relativa: 50 – 65% HR
Condições de fábricaO pavimento de produção deve cumprir as normas nacionais de planicidade e capacidade de carga para garantir o bom funcionamento dos equipamentos.
Condições de armazenamentoApós a chegada, os equipamentos e peças sobressalentes deverão ser armazenados de acordo com as normas nacionais. Devem ser tomadas as devidas precauções de lubrificação e proteção para evitar ferrugem, danos superficiais ou deformações que possam afetar a instalação ou o funcionamento.
Parâmetros de funcionamento do equipamento
Nível de ruído: ≤85 dB (os níveis reais variam consoante o tipo de contentor, as especificações do equipamento e o ambiente acústico).
Fonte de energia:
Entrada220V, 50Hz, monofásico
Tensão de controlo24 VCC
Consumo total de energia: ~1,0 kW
NotaCaso seja necessária uma voltagem diferente, confirme com antecedência, pois pode afetar os prazos de entrega, os detalhes técnicos e os preços.
Descrição do equipamento
Detetor de lata vazia
Modelo: MT-YLG-KG-C1-01
Quantidade: Um conjunto
Velocidade de inspeção: 1000 latas por minuto
Tipo de recipiente aplicávelLatas de duas peças
Compatibilidade com a linha de produçãoAdequado para linhas de embalagem com uma capacidade máxima de 1000 latas por minuto.
Local de instalaçãoTapete transportador de pista única antes do posto de abastecimento
FunçãoO sistema utiliza câmaras de alta resolução para inspecionar as extremidades das latas em busca de defeitos como deformações, fissuras, entalhes ou abas, bem como o corpo da lata em busca de amolgadelas, riscos e contaminação. Também deteta objetos estranhos internos e ejeta automaticamente as latas defeituosas da linha de produção.
Princípios do sistema, fluxo de trabalho e requisitos de instalação
Princípio e Processo de Trabalho:
Quando uma lata passa pelo sensor de posicionamento, a sua chegada é detetada e o ID único da lata e os dados do codificador são registados. O sensor aciona a câmara para captar uma imagem da lata, que é depois processada e analisada pela unidade de controlo. Os resultados são apresentados na HMI (Interface Homem-Máquina) e transmitidos ao sistema de controlo, que gera comandos de rejeição. Se for detetado um defeito, o PLC (Controlador Lógico Programável) sinaliza ao sistema de rejeição para remover a lata defeituosa com base no seu ID.
Requisitos de instalação:
O local de produção deve dispor de um troço reto de tapete transportador com pelo menos 2 metros de comprimento, garantindo que as latas estão afastadas 2 cm umas das outras, sem sobreposição ou compressão. Este espaçamento é fundamental para manter a deteção precisa.
Módulo de deteção de lata vazia
Âmbito e Precisão da Inspeção:
Inspeção bucalIdentifica defeitos como deformações, fissuras, entalhes em forma de V e abas.
Inspeção CorporalDeteta mossas, arranhões e contaminação superficial.
Inspeção Interior: Deteta objetos estranhos dentro da lata.
Integridade EstruturalIdentifica latas amolgadas ou com pressão insuficiente (desinfladas).

Posição de detecção
|
Tipo de defeito
|
Exatidão
|
Ilustração
|
Taxa de rejeição
|
Taxa de falsas rejeições
|
Pode boca
|
Entalhe de curvatura da boca pode
|
1 mm x 1 mm |
≥99,9% |
≤0,05% |
|
Deformação da aba da boca da lata
|
Projeção para cima ou para baixo com altura ≥ 2 mm ou comprimento horizontal ≥ 4 mm
|
≥99,9% |
|||
Depressão na entrada do tanque
|
5% geral
|
≥99,9% |
|||
Pode ovalizar a boca
|
≥1cm |
≥99,9% |
|||
Sujidade na borda da lata
|
2 mm x 2 mm, espessura ≥ 1 cm
|
≥99,9% |
|||
Parede interna do tanque
|
Sujidade no meio da parede interior.
|
3 mm x 3 mm, espessura ≥ 1 mm
|
≥99,9% |
||
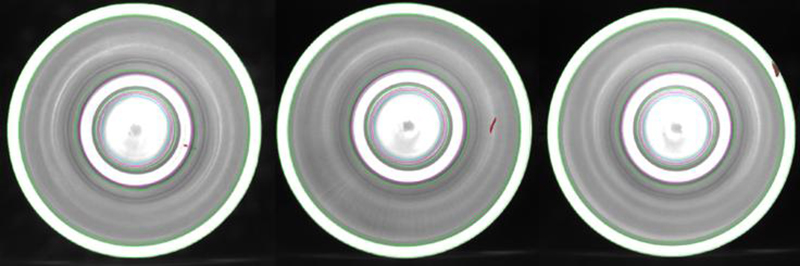
fundo do frasco
|
Matéria estranha no meio do fundo do tanque
|
3 mm x 3 mm, espessura ≥ 1 mm
|
≥99,9% |
||
Matéria estranha (opaca) no interior do anel do fundo do tanque
|
3 mm x 3 mm, espessura ≥ 1 mm
|
≥99,9% |
|||
Buraco no meio do fundo do tanque
|
3 mm x 3 mm |
≥99,9% |
|||
Pode corpo
|
Pode deformação do corpo
|
Deformação: 4 mm Deformação: ±1 mm
|
≥99,9% |
||
Descrição (Leia atentamente)
|
Esta solução adota um método de inspeção de lente única numa única estação, cujo principal objetivo é controlar a boca da lata (com alta precisão), latas grandes e planas e objetos estranhos de grandes dimensões. Como os processos subsequentes incluem a lavagem com água quente e o enchimento com nitrogénio, os pequenos objetos estranhos podem ser removidos pela água quente. Assim sendo, a precisão na deteção de pequenos objetos estranhos e pequenas deformações na parede da lata será menor. |
||||




